
 400-123-4567
400-123-4567
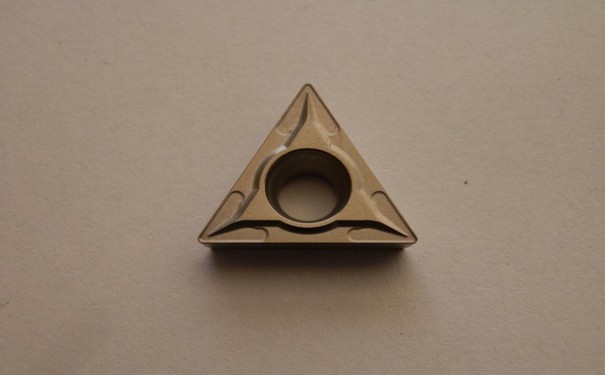
金屬陶瓷銑刀
一、銑刀介紹 銑刀,是用於銑削加工的、具有一個或多個刀齒的旋轉刀具。工作時各刀齒依次間歇地切去工件的餘量。銑刀主要用於在銑床上加工平麵、台階、溝槽、成形表麵和切斷工
產品谘詢(xun)熱(re)線(xian)
一(yi)、銑刀介紹(shao)
銑(xian)刀(dao),是用(yong)於(yu)銑削加(jia)工的、具有一個(ge)或(huo)多個刀齒(chi)的旋轉(zhuan)刀具。工(gong)作(zuo)時各(ge)刀齒依次間(jian)歇(xie)地切(qie)去工件(jian)的(de)餘(yu)量。銑(xian)刀(dao)主要用於在銑床上加工平麵、台階、溝槽(cao)、成(cheng)形表(biao)麵(mian)和(he)切斷工件等。

二、球頭(tou)銑刀使用優(you)點
1、可以獲(huo)得更加平穩的加工狀(zhuang)態(tai):使(shi)用球(qiu)頭刀進(jin)行加工時,切入角是(shi)連(lian)續(xu)變化的,幾乎(hu)沒(mei)有突變(bian)的現(xian)象,這(zhe)樣(yang)切削力(li)的變化也就(jiu)是一個連續的變化(hua)過程(cheng),這樣加工時可以保證切削(xue)狀態更(geng)加穩定,表麵光(guang)潔度(du)更高。
2、球頭刀是進行(xing)曲麵半(ban)精(jing)加工和精加工較為理(li)想(xiang)的刀具:亚洲男人天堂a使用的主軸電機抵(di)抗(kang)軸(zhou)向力的能(neng)力差一些,所以(yi),一般(ban)不能使用球頭刀進行粗加工,而(er)在半精加工中(zhong),使用球頭刀是非常好(hao)的。
使用球頭刀進行半精加工後,加工殘(can)料少(shao),這樣更有利(li)於進行下(xia)麵的精加工。半精加工的路(lu)徑(jing)間距(ju)一般是精加工間距的兩被(bei),如果是使用平行截線的方法(fa),建(jian)議和精加工走刀方向成90度。
3、降低(di)了(le)實(shi)際切削半徑:就像使用牛鼻(bi)刀一樣,使用球頭刀減小了實際切削直徑,降低了切削線速(su)度,減小了切削加工時(shi)的切削功(gong)率(lv)和切削扭矩(ju),更有利於主軸電機在(zai)更好的狀態下進行加工。

三、銑刀主要(yao)用途(tu)
1、平頭銑刀:進行粗銑,去除大(da)量毛(mao)坯,小(xiao)麵積水平平麵或者(zhe)輪(lun)廓(kuo)精銑。
2、球頭銑刀:進行曲(qu)麵半精銑和精銑。小型球頭銑刀可以精銑陡峭麵、直(zhi)壁的小倒角還有不規(gui)則(ze)輪廓麵。
3、平頭銑刀帶倒(dao)角:可做(zuo)粗銑去(qu)除大量(liang)毛坯(pi),還可(ke)精銑細(xi)平整麵(相(xiang)對於陡峭(qiao)麵)小倒角(jiao)。
4、成型(xing)銑刀:包(bao)括倒角刀,T形銑刀或叫(jiao)鼓型刀、齒型刀、內R刀。
5、倒角刀:倒角刀外(wai)形與(yu)倒角形狀相同,分為(wei)銑圓倒角和斜倒角的銑刀。
6、T型刀:可銑T型槽。
7、齒型刀:銑出(chu)各種(zhong)齒型,比(bi)如齒輪。
8、粗皮刀:針對(dui)鋁銅合金(jin)切削設(she)計之(zhi)粗銑刀,可快速加工。
四、銑刀分(fen)類
1、尖齒銑刀
在後刀麵上磨出一條窄的刃帶以形成後角,由於切削角度合理,其壽(shou)命較(jiao)高。尖(jian)齒銑刀的齒背(bei)有直線、曲線和折(zhe)線3種形(xing)式。直線齒背常(chang)用於細齒的精加工銑刀。曲線和折(zhe)線齒背的刀齒強度較好,能承受較重的切削負(fu)荷(he),常用於粗齒銑刀。
2、鏟齒銑刀
其(qi)後麵用鏟削(或鏟磨(mo))方(fang)法加工成阿(a)基米德(de)螺旋線的齒背,銑刀用鈍後隻須(xu)重(zhong)磨前麵,能保(bao)持(chi)原有齒形不(bu)變,用於製造(zao)齒輪銑刀等(deng)各種成形銑刀。

五、銑刀設備維護
當銑刀軸心線和工件邊(bian)緣線重合(he)或接(jie)近工件的邊緣線時,情況(kuang)將(jiang)很嚴重。
1、檢查機(ji)床的功率和剛(gang)度,以保證所需要的銑刀直徑能夠在機床(chuang)上使用。
2、主軸上刀具(ju)的懸伸(shen)量盡可能達到(dao)極短(duan),減小銑刀軸線與工件位(wei)置(zhi)對衝擊載(zai)荷的影響。
3、采用適(shi)合於該(gai)工序(xu)的正(zheng)確(que)的銑刀齒距,以確保在切削時沒有太(tai)多(duo)的刀片同(tong)時和工件齧(nie)合而引起振(zhen)動,另一方麵,在銑削狹(xia)窄工件或銑削型腔時要確保有足夠的刀片和工件齧合。
4、確保采(cai)用每刀片(pian)的進給(gei)量,以便(bian)在切屑(xie)足夠厚時能獲得(de)正確的切削效(xiao)果(guo),從而減小刀具磨損。采用正前(qian)角槽形的可轉位刀片,從而獲得平穩(wen)的切削效果以及較低的功率。
5、選用適合於工件寬度的銑刀直徑。
6、選用正確的主偏(pian)角。
7、正確的放置銑刀。
8、僅僅(jin)在必(bi)要時使用切削液(ye)。
9、遵循(xun)刀具保養(yang)及(ji)維(wei)修(xiu)的規則,並(bing)且監控刀具磨損。
 南京男人天堂2018亚洲男人天堂新材料科技有限公司  南京市溧水經濟技術開發區柘塘匯智產業園2棟
025-56228598 025-56228516 1198103158@eba8qq.com |
 |
Copyright 2020-2021 南京男人天堂2018亚洲男人天堂新(xin)材(cai)料(liao)科(ke)技有限(xian)公(gong)司 版權(quan)所(suo)有(you) 蘇(su)ICP備(bei)20003289號網站地(di)圖(tu)XML地圖